首页
公司简介
新闻中心
产品展示
产品部件
企业荣誉
联系我们
登陆邮局
ENGLISH
1
2
3
4
5
Q35Y系列液压联合冲剪机
机械联合冲剪机
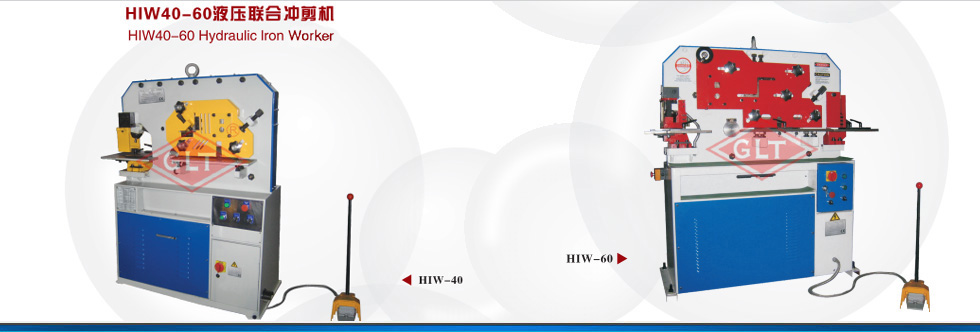
HIW40-60液压联合冲剪机
H-45K,H-60K自动压料,带温控联合冲剪机
液压冲孔机
地址:江苏省靖江市生祠镇三河村队部内
公司
电话:
0523-84553888
销售部
电话:
0523-84529023
联系人:杨先生
手机:13601476697
网址:http://www.jjglt.net
邮箱:jjglt@jjglt.net
QC12Y剪板机液压系统的故障及排除
点击次数:
15143
更新时间:2022-04-15 【
打印此页
】 【
关闭
】
〖 上一条:
WE67K电液同步液压板料折弯机机器的维护与保养及故障排除
下一条:
数控开卷校平剪切自动线的维修与保养:
〗
版权所有
©
2010-2020 靖江格林特锻压机床制造有限公司 All rights reserved
公司电话:0523-84553888 联系人:杨经理
地址: 江苏省靖江市生祠镇三河村队部内 网址:http://www.jjglt.net
苏公网安备 32128202000260号






 苏公网安备 32128202000260号
苏公网安备 32128202000260号


